技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

导读:目前锤式破碎机被广泛应用于矿山、化工、冶金、建材、电力等行业,其中锤头是破碎机上必不可少的配件,也是破碎机上主要的易损耐磨件,锤式破碎机锤头寿命的长短、耐磨性的强弱直接影响着锤式破碎机的工作效率和效益,行业既要求锤头有较高的硬度以及耐磨损性能,又要求有较高的韧性以及承受冲击性能,它的安全性、可靠性、耐磨性和使用寿命都直接影响着行业的安全生产周期和生产成本,以及工人的劳动强度;所以,选择耐磨的锤头是每个行业用户的一致选择。而选择什么样的材料锻造出来的锤头才更耐磨,才更好的满足用户的需要。
锤头在高强度的工作负荷和恶劣的工况条件下,磨损几率增加,使用寿命会大打折扣,那么如何在如此频繁的磨损情况下尽可能地延长锤头的使用寿命,降低成本呢。
首先,在安装锤头的时候一定要和机器的表面接触平稳,锤头固定,在每次送进破碎机的物料都要进行抽检,如果 物料的性质发生了较大的变化,则应该根据物料的硬度、腐蚀性等及时地更改破碎机的相应的工作参数,使之两者相互配合,降低因物料的不适应性带来的锤头的磨损;其次就是在破碎机的工作过程中应该均匀地将物料加入破碎机的破碎腔中,避免单面过载或者单面挤压,增加耐磨件的磨损;最后应该注意的是如果物料造成破碎腔堵塞而停机,应该立即关闭电动机,务必将物料清楚干净后方可重新进行破碎。
锤式破碎机用于破碎各种中硬且磨蚀性弱的物料。其物料的抗压强度不超过100MPa,含水率小于15%。被破碎物料为煤、盐、白垩、石膏、砖瓦、石灰石等。还用于破碎纤维结构、弹性和韧性较强的碎木头、纸张或破碎石棉水泥的废料以回收石棉纤维等等。此外,锤头破碎机不仅可用于破碎生产线,制砂生产线,也可在选矿生产线中替代圆锥式破碎机。锤式破碎机的主要工作部位为带有锤子的转子。转子由主轴、圆盘、销轴和锤子组成。电动机带动转子在破碎腔内高速旋转。物料自上部给料口给入机内,受高速运动的锤子的打击、冲击、剪切、研磨作用而粉碎。在转子下部,设有筛板、粉碎物料中小于筛孔尺寸的粒级通过筛板排出,大于筛孔尺寸的粗粒级阻留在筛板上继续受到锤子的打击和研磨,最后通过筛板排出。锤式破碎机锤头的寿命可以更长久,不仅是锤式破碎机锤头锻造中的选材,也是我们在使用过程中要懂得如何去保养,如何充分的利用细节让锤头为我们创作更多的财富。
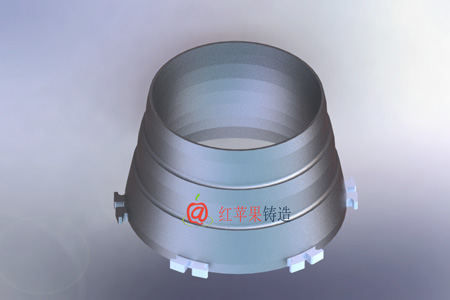
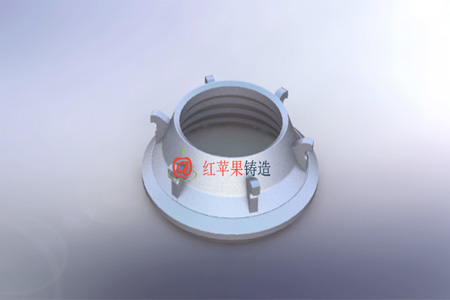
导读:圆锥破碎机目前广泛应用于各类采石场,矿山企业,在圆锥破碎机的使用过程中,我们发现圆锥破碎机的轧臼壁出现了些问题,需要改进,兴舟根据圆锥式破碎机在使用过程中出现的问题进行了分析,根据现实要求和铸造厂进行沟通了解,共同制定了圆锥破碎机的轧臼壁铸造工艺改进办法,让圆锥破碎机更好的为用户服务,长期以来,轧臼壁大口端经常出现缩孔、缩松及裂纹缺陷,并已成为铸钢分厂的一大难题。针对这一现状经过认真研究分析,对原铸造工艺进行了改进。改进后的工艺,经过实际应用取得了良好的效果。
轧臼壁为壁厚不均匀铸件,材质为ZGMnl3。技术要求较高,不允许存在铸造缺陷,尤其是裂纹缺陷,一旦该件断裂,设备将被迫停止运行影响生产。铸件为两箱造型,浇注系统采用底注式,冒口尺为为:240mmX160mmX380mm腰圆形保温冒口8个。多少年来一直采用此工艺,生产中发现存在以下几个问题。
1、缩孔和缩松的产生
①由于接近大口端处为铸件的环形热节,分型面处铸件壁薄,散热较快,凝固较早,冒口起不到补缩作用。热节下部壁较薄,冷却也较快,此部分冷却收缩时,需要有热节处供给朴缩用钢液,而当热节处凝固收缩时,冒口根部已凝固,无法供给朴缩钢液,铸件最后在此部位形成缩孔、缩松。
②高锰钢流动性较好,体收缩较大,冒口又不易设计过大,很容易使铸件产生缩孔、缩松。
③为了充型时钢液上升平稳,有利于型腔气体排除,采用底注式浇注系统,但金属液从底部进入型腔造成的温差与靠重力补缩的顺序相反,不利于冒口的朴缩。
2、裂纹的产生
①锰钢的碳锰含量较高,在铸态组织中有大量碳化物,有可能成块地分布在晶界上,严重地降低此处强度。因而未经水韧处理的高锰钢性能较脆。
②高锰钢的体收缩和线收缩较大,若砂型、砂芯的退让性差,则易使铸件产生裂纹
③高锰钢导热性差,在用氧气切割冒口时,由于局部突然受热产生热应力,往往在冒口根部产生裂纹。
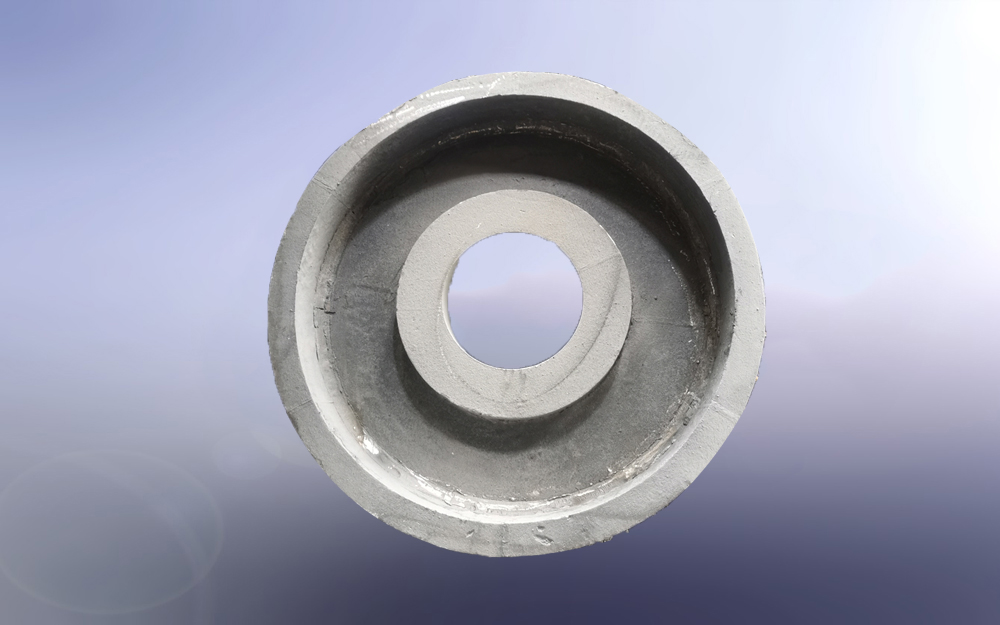
改进后的铸造工艺
根据以上分析,明确了铸件出现缩孔、缩松及裂纹的原因。根据设备的的使用情况,轧臼壁大口端不允许存在任何铸造缺陷,采用三箱造型,冒口尺寸为240mmX160mmX360mm腰圆形保温冒口4个。
①在轧臼壁大口端放置内冷铁,以减小热节尺寸,浇注系统由原来的底注式改为顶注式,实现了铸件的定向凝固,并且内浇道通过冒口,充分增加冒口的朴缩效果,减少了缩孔、缩松缺陷。
②控制钢液中的含碳量为1.1%左右,用氧气切割浇冒口时,即使不喷水也不会出现裂纹。
③在砂芯中放草绳的基础上又增加了锯末砂进一步提高了砂芯的退让性。
结论:轧臼壁经改进铸造工艺后,工艺出品率由原来的80%提高到现在的90%。废品率由原来6%降低到现在的1%,大大降低了废品损失,提高了经济效益。同时轧臼壁也更复合圆锥破碎机在日常生产过程中的应用,工艺改造是比较成功的。
导读:提高颚式破碎机齿板寿命的措施
1、 改善破碎机的运动特性
(1) 降低悬挂高度。降低复摆颚式破碎机动颚的悬挂高度,可改善动颚的运动特性,增加水平行程,减小垂直行程。这样既可提高破碎机的生产率,又可减小齿板磨损,是改善复摆颚式破碎机工作性能的有效途径之一。
(2) 优化设计结构参数。采用这种方法设计颚式破碎机,可使其结构更合理、参数更先进。采用优化设计的样机单位产量齿板总磨损量为11.26g,而旧机为17.7g。样机齿板寿命比旧机延长40%。
(3) 采用负支撑结构。改变复摆破碎机传动角,使传动角大于90°。负支撑破碎机的垂直行程比正支撑破碎机小1.5倍,而又保持了原来的水平行程,因而改善了运动特性。当动颚处于压碎行程时,其运动方向上有一向下的运动分量,这有利于破碎物料向下运动,减少堵塞,降低齿板磨损,延长齿板寿命。
2、 合理设计破碎腔形
(1) 腔形优化设计。一般破碎机,由于破碎腔中上部截面通过能力最大,而排料口处理能力最小。而且,随破碎机规格尺寸增加,破碎腔上下截面通过能力差值增大。根据破碎腔各截面通过能力的变化规律,以及啮角与通过能力的关系,将破碎腔高度分成3段。这样既保证破碎腔有较高的处理能力,有降低破碎腔高度。此外,这种阶梯形破碎腔,上腔容易形成较厚的料层,增加层间破碎作用,而减少齿板磨损,使处理能力提高15~25%。齿板寿命比原来提高一倍以上。
(2) 采用S-T型腔。这种破碎机腔形是在破碎机下部有一个相同曲率的弧型平行区。物料到达平行区后,其粒度已经变小,不但受到破碎颚板的层压粉碎,同时由于物料卸料速度变向和卸料路径增长,降低了物料堵塞排料口的机率,减少了齿板磨损。
3、 采用耐磨材料
提高破碎机齿板寿命,除了从改进破碎机的性能、结构方面考虑外,还应研制和采用耐磨性材质。如采用爆炸硬化法处理高锰钢铸件,提高了工作表面的硬度,使寿命提高40%左右,低铬耐磨衬板可提高寿命一倍左右。
导读:锤式破碎机锤头材料的选择
1.锰钢锤头
目前国内的破碎机锤头大部分使用高锰钢材质,其耐磨性不够,使用寿命非常短。破碎石灰石的锤头一般可使用60一90d,在某些特殊条件下,使用不到7d。同时由于锤头在工作中所受的冲击力并不大,使高锰钢锤头的加工硬化效果不显著,其抗冲刷磨损能力差。由于Cr能起到强化奥氏体,提高钢的硬度、强度和耐磨性的作用,因此在高锰钢中加人Cr元素,可使锤头大大强化。在破碎铁矿石时,锤头的使用寿命比普通高锰钢提高50%。
2.锤式碎石机复合锤头
传统的高锰钢锤头耐磨性差,使用寿命短,耗材量大。为此,我们将锤头设计成锤柄和锤端分别制造。
锤柄部分采用高锰钢或碳钢,使其具有足够的强韧性,锤头部分采用高铬铸铁。而高铬铸铁是一种具有优良耐磨性的材料,这样锤端就会有足够的耐磨性,同时由于高铬铸铁韧性较低,易发生脆性断裂,所以锤柄选择高韧性的高锰钢或碳钢材质,克服了单一材料的缺点。
实践表明,在水泥行业破碎水泥熟料,其使用寿命比高锰钢锤头提高2倍以上。此外,还可采用镶铸白口铁锤头,试验证明,在破碎莫氏硬度为6.5的钠长石时,使用寿命可稳定地达到高锰钢锤头的3倍,从上面的分析可知,以上2种复合锤头满足使用性能要求。
3.锤式破碎机低合金钢锤头
复合锤头,虽然具有较高的使用寿命,但其铸造及热处理工艺复杂。为此,近年来研制开发了多种低合金钢锤头,已推广的有40CrMnSiMoRe低合金钢锤头。40CrMnSiMoRe钢合金元素含量少,生产成本低,工艺简单,通过合适的热处理即可获得需要的机械强度。经过对锤头运行状况分析以及在破碎机上的实验,证实了该种材料符合锤头的各项性能指标,可作为一种良好的锤头材料。用磨损长度来衡量实际的使用寿命更为实际。
价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。