技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

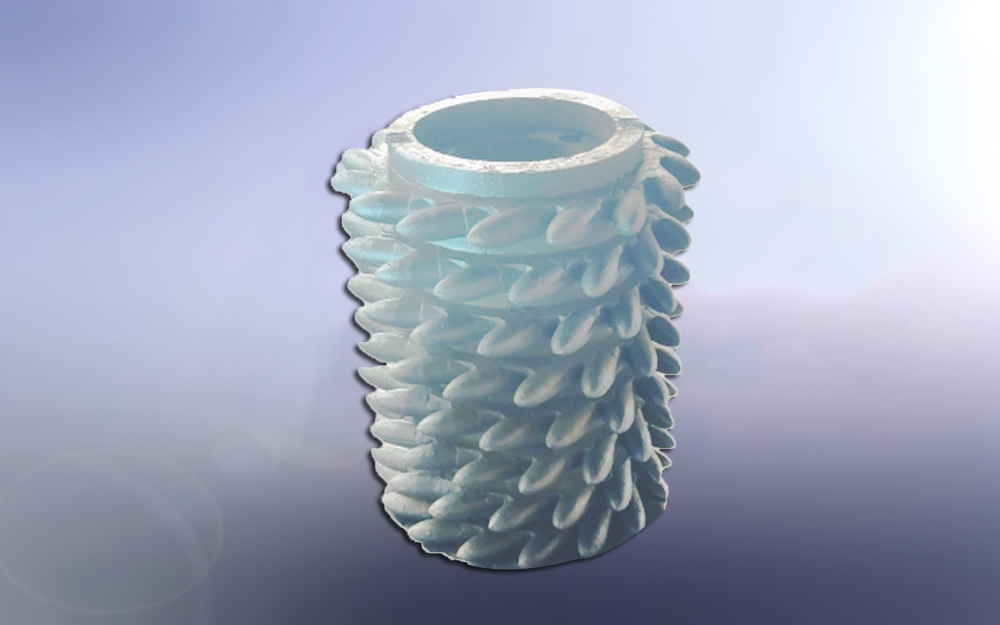
导读:破碎壁是圆锥破碎机的主要部件之一,又名叫动锥,是用圆锥头固定在圆锥身躯上。圆锥破的破碎壁采用新型复合材料锻造而成,具有超强耐磨、性价比高、应用领域广等特点。圆锥破碎壁是圆锥头固定在圆锥躯体上的,二者之间浇铸有环氧树脂,新安装或新更换的圆锥破碎壁工作6~8小时后,应检查其紧固情况,发现松动应立即紧固。
配件特点
1、性能高
通过腔形优化设计以及采用合理速度与冲程相结合,从而使该机型在相同动锥直径的情况下做功最多。因此,与同类型的圆锥破碎机相比,具有更高的性能和生产能力。
2、产品粒度组成好
采用层压破碎原理,使产品中立方体所占比例明显提高,针片状石子减少,粒级更均匀。
3、稳定性好
当有铁块等非破碎物进入机内时,过铁保护装置会自动将其释放,然后自动复位。过铁保护具有固定的排料口返回点,杂铁通过破碎腔后,能够迅速恢复原有的排料口。
4、清腔方便
如果破碎机在负荷状态下停机,液压清腔系统可迅速清理破碎腔,大大减少了停机时间。
5、可靠性高
所有的部件均能够从上部或侧面拆装,从而定锥和动锥总成均可方便拆出。
6、生产成本低
由于生产能力大,可靠性高,维修方便,大大降低了生产成本。
影响因素
1、圆锥破碎机腔形是由破碎壁和轧臼壁所形成的工作空间。腔形设计的好坏,对破碎机的经济技术指标(生产率、能耗、破碎产品粒度个粒形及破碎壁和轧臼壁磨损等)有重大影响。对此采用独特设计使得最终产品粒度较均匀,呈立方体形状,动锥工作表面的磨损较均匀。
2、破碎机工作参数对破碎腔内散体物料运动特性有直接影响,主要表现为破碎机主轴旋摆速度对散体物料运动状态的影响,进而对破碎机工作性能(生产率和破碎产品粒度分布等产生重要影响。
3、圆锥破碎机破碎腔摆动行程对破碎机工作性能有重要影响,当增加摆动行程,破碎腔各破碎层实际进给压缩比增大,破碎产品质量改善,标定排料粒度提高,当减小摆动行程,破碎腔各破碎层实际进给压缩比减小,破碎产品质量恶化,标定排料粒度减小。从提高破碎产品质量方面考虑,破碎腔各破碎层摆动行程亦取大值,但必须满足不能出现过粉碎和压实现象。
导读:很多用户在选择锤头配件的时候都不清楚生产这种配件的材质和制作工艺,一个好的配件是需要新的工艺和热处理来增加配件的韧性和耐磨性,不管怎样我们用户在选择的时候要找正规的厂家,只有厂家的实力强大了生产出来的配件才能更标准,更符合客户的要求,使用起来更加的方便耐用。
锤头根据材质可以分为种:高锰钢锤头、双金属锤头、复合锤头、大金牙锤头、中铬合金锤头等,现在市场上哪种锤头最耐磨呢?主要因素是二氧化硅的含量,现代工业下的技术表明:采用高锰钢机体镶嵌合金材料的合金锤头在耐磨性上表现良好。铸造锤头材质的影响一般来说,硬度越大的锤头其耐磨性也愈大。要提高锤头的耐磨性,就要增加其硬度,但随着硬度的提高,锤头的抗冲击韧性就会降低。因此,如何兼顾锤头适宜的硬度和良好的抗冲击韧性是提高锤头耐磨性的关键。锤头常用的材料有:高锰钢、高铬铸铁、低碳合金钢。高锰钢韧性好,工艺性好,价格低,其主要特点是在较大的冲击或接触应力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其它材料高5—7倍,耐磨性得到较大的提高。但如果使用巾冲击力不够或接触应力小,则不能使表面迅速产生加工硬化,高锰钢的耐磨性就不能充分发挥。
锤式破碎机工作时,电机带动转子作高速旋转,物料均匀的进入破碎机腔中,经高速回转的锤头冲击、剪切撕裂物料致物料被破碎。由此可见,锤头是锤式破碎机主要部件之一,其磨损也较为严重。那么,怎么减少锤头磨损,提高其使用寿命呢?本文为你总结了五种延长锤式破碎机锤头寿命的方法。
一、选择好的锤头材质。材质是解决锤头耐磨性,使用寿命的最核心的因素。所以在选择材质时,要选择质量好耐磨性高以及柔韧度强的材质,这样有助于提高锤头的使用寿命。
二、固定好锤头。在锤头与物料冲击过程中,如果锤头固定不好,可能引起锤头飞离转子,造成锤头损坏。所以在安装的时候就要固定好锤头,从而延长锤头寿命。
三、定时清理破碎腔内的积料。如果破碎腔内的积料过多,会对锤头造成严重的磨损,因此会降低锤头使用寿命。
四、经常调整锤式破碎机内部间隙。在使用的过程中,必须经常调整各部分间隙,使其处于适当范围之内。这样就不会存在积料,锤头磨损就会减少,其寿命也会增加。
五、合理制定锤式破碎机技术参数。锤式破碎机技术参数会影响锤头的寿命,主要是转子的功率和转速。它们不仅影响到设备生产能力,也影响到锤头冲击硬化的程度。锤头冲击硬化程度保持良好的话,其使用寿命就会延长。
导读:一般在使用破碎机板锤的时候不会出现什么问题,但是由于生产工艺不同,而且有的厂家使用的材料不一样所以质量就会不一样,破碎机板锤的损坏方式主要是两种:松脱和断裂。无论是哪种损坏方式带来的影响都是非常大的,轻则打断其他配件,损坏转子及反击架。重则打断转子中心轴承,甚至还会出现人身安全问题,这个代价是非常大的。为了防止此类事情的发生,我们一直在生产与实际经验中找寻原因并深度分析。
首先破碎机板锤日常维护及保养工作不到位,由于对于板锤工作后就不重视,任其无限期工作,对于板锤出现的磨损问题也没有得到及时的发现及解决。螺栓松动也未能及时发觉是防范事故发生的重要隐患。
其次是破碎机板锤质量的问题:板锤固定一般以螺栓固定为主要措施,由于螺栓质量较差造成板锤的松动连带断裂。其主要为客户不明白其中问题的重要性,对螺栓方面疏忽大意。购买采用小厂家的劣质螺栓造成的一些事故发生。最后为破碎机板锤本身材质质量问题。以高锰钢材质板锤为主,从事故板锤断口处可以看出问题的根本,因为气孔很大且组织较为不严密,存在铸造及热处理质量差等问题。是其最主要的根本原因。
板锤是破碎机上的重要零部件,也是破碎机上消耗最大、最容易损坏的零件。目前,国内破碎机使用的各种型号的传统板锤,大多采用中碳合金钢、高锰钢或高铬铸铁。
中碳合金钢和高锰钢韧性虽好,但硬度低,抗磨性相对较差,板锤使用寿命低;高铬铸铁虽然抗磨性好,但因其韧性较差,使用过程中容易在板锤的柄部发生断裂。
由于本体部分可以反复使用,只更换复合铸造金属块,所以,生产成本比采用高铬铸铁的降低50%以上,使用寿命比采用高锰钢的提高5~7倍。
导读:导致破碎机肘板断裂的原因分析:
一、主机超负荷运转
破碎机在运转中,如果操作人员让主机超负荷运转,或是矿石的尺寸大于进料口等,这两种情况都会导致肘板断裂,这时应更换肘板并控制进料的粒度,并防止主机的超负荷运行。
二、肘板强度低
该设备的肘板材料多采用强度不高的铸钢材质铸造而成,因强度不够,在遇到非破碎物时,就很难达到正常破碎的破碎力而造成肘板断裂现象。
三、拉紧装置的断裂
若拉紧装置断裂,使肘板从支承滑块中脱出,导致飞轮回转,破碎机不工作,也会产生肘板断裂的现象,所以,应及时更换或修复断裂的拉紧装置。
四、肘板与肘板垫之间没调平衡
在安装肘板时,如果没有把肘板与肘板垫之间调平或有偏斜,都会造成肘板断裂,因此在安装更换肘板时,应正确安装肘板。
五、弹簧压力过大
破碎机在工作时,在遇到弹簧压的过紧,使肘板没有缓冲力,从而导致肘板断裂。该破碎机在工作时,应经常检查弹簧的松紧度,防止弹簧压力过大式肘板断裂。



价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。