技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

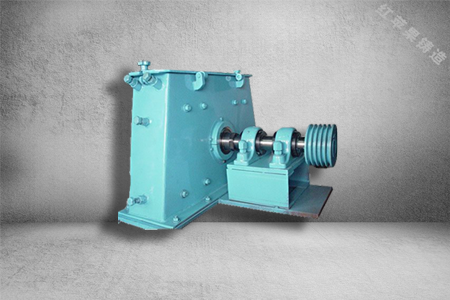
导读;在矿石破碎、制砖原料处理或内燃处理过程中,破碎设备必不可少,而颚式破碎机占很大比例。颚式破碎机的正常合理使用直接影响到使用者能否正常生产及产成品质量,不容忽视。下面就和红苹果机械的工程师一起来看看颚式破碎机在使用过程中的注意事项。
一、颚式破碎机的合理使用
1、破碎机油压的电气联锁系统任何情况下不得拆除。
2、在机器运转时,在破碎机回转面内不得站人。
3、运转中人员不得用手去取进入机内的大块矿石或其它物品。
4、破碎机给料规格不应超过给矿口尺寸的0.85倍。
5、颚式破碎机必须空载起动。
6、颚式粉碎机适于破碎坚硬、中硬矿石的粗破和中破碎。
二、运转前的准备与检查
1、破石机起动前必须首先检查各润滑点是否正常,有无堵塞、漏油现象。
2、操作手柄干油泵使各润滑点加油充足并加油。
3、检查各仪表是否完好。
4、调整好排矿口。
5、检查破碎腔内有无矿石或其它非破碎物。
6、三角皮带和锁紧弹簧松紧要适度。
7、检查电器连锁装置,灯光接号及各防护设施是否齐全正常。
8、查各连接螺栓不得有松动现象。
三、起动操作方法
1、首先起动吸尘系统。
2、接到下部工艺流程信号后,空载起动颚式碎石机。
3、颚式破碎机运转正常后,再启动槽式给料机给矿。
四、停车操作与紧急停车处理
1、破碎机停车必须待矿石全部排除后方可停车。
2、停车时应先停给矿系统(即槽式给料机)。
3、停车5分钟后方可停止吸尘器和给水系统。
4、出现下列情况应紧急停车:
(1)主轴承或动颚轴急骤升温超过80℃,表面现象是手背触及轴承座不能持续一秒钟时。
(2)前或后推力板断裂。
(3)皮带螺栓或其它传动件松动断裂有可能飞出伤人时。
(4)电机冒烟“扫膛”。
五、运转中的监视
1、各部给油(脂)保持正常。
2、轴承温度不超过60℃。
3、各电器仪表无异常变动。
4、各部无异常声响,无非破碎硬物落入。
导读;颚式破碎机是一款应用非常广泛的基础破碎设备,其设备质量直接影响着成品质量的好坏和破碎效率,因此大多数用户在购买设备时一般都会要求试机,这是检验设备运转情况很重要的一项过程,那么用户在颚式破碎机进行试机时应该注意哪些方面呢?接下来就让红苹果机械为您解答。
按照操作要求进行试机操作是毋庸置疑的,但是试机并不等同于实际操作,因为它是在没有物料的情况下空载运行的,且运行时间比较短。下面红苹果机器来说一说试机时应注意的几点都有哪些?
1、鄂式破碎机按启动程序启动和停车,各有关连锁系统均应符合技术要求。
2、鄂式破碎机动锥正向或反向转动(自转),每分钟不应超过15转。
3、保证鄂式破碎机不出现冲击和周期性噪声。
4、鄂式破碎机润滑系统工作正常,给油压力应在0.5~1.5 kg/cm2范围内,回油温度不超过50℃(有载试车不许超过60℃)。
满足上述要求外,还要对颚式破碎机进行空载试机和有载试机,只有这两种情况下设备都正常运转,才能最终判断设备能够正常运行和生产。合格的颚式破碎机才可以出厂,一般情况下用户购买设备后还会要求再次试机,以确保设备在交接时处于正常状态,这样是对双方负责的一种行为。
红苹果机器建议您在购买设备时尽量选择信誉好、质量有保障的大厂家进行选购,这样可以保证设备的质量,还能避免很多麻烦。
导读;破碎机在工作过程中都会有磨损,这种磨损是可减少而不可避免的,磨损会让机械寿命缩短,所以尽量减少。下面就和郑矿机器一起来看下如何减少颚式破碎机在使用过程中的磨损。 破碎机械在加工矿石的过程中自身也有所磨损。为了尽量减少机件的损耗,一是需要坚持科学地选择机型;二是合理使用和选材。一旦选型不当,严重者将造成工厂长期的生产被动,轻者也将造成经常性的多消耗。
破碎方式有混合破碎和预筛分破碎,混合破碎指水泥生产中两种原料按一定的比例送入一台破碎机进行破碎的生产工艺。常见的混合破碎有石灰石与泥灰岩、石灰石与页岩、石灰石与黏土等;将原料在破碎之前进行筛分,只对筛上物进行破碎,往往可以取得良好的效果。
在颚式破碎机的结构中,动静鄂板的磨损可以造成破碎机不能正常运行,失去破碎能力;鄂板和机器表面接触不平稳;偏心轴转速过快,已经破碎过的物料来不及排除,导致破碎腔堵塞,鄂板磨损;物料性质发生了变化,但是破碎机没有做及时的调整;活动鄂板和固定鄂板之间的夹角过大,超过了正常的范围;鄂板的自身强度及耐磨性,抗击性能不好。
新装鄂板一定要固定紧装好,和机器的表面接触平稳。可以在鄂板和机器的表面之间垫一层塑性较好的材料;每批进入破碎机的物料都要进行抽检,一旦发生物料的性质有较大的变化,就要及时的更改破碎机的参数,使之与进入的物料相配合;鄂板一定要选用硬度高,耐磨,抗击性强的材料;已经磨损的鄂板可以采用堆焊的方法进行修复。
在工作过程中应注意:破碎机正常运转后,方可开始投料;破碎物料应均匀地加入破碎腔内,应避免侧面加料或堆满加料,以防止单边过载或承受过载;在正常情况下,轴承的温升不超过35℃,最高温度不超过70℃,如超过70℃时应立即停机,查明原因加以消除;停机前,应首先停止加料工作,待破碎腔内被破碎物完全排出后,方可关闭电动机;在破碎时,若因破碎腔内物料阻塞而造成停车,应立即关闭电动机,必须将物料清除后,方可再起动;齿板一端磨损后,可调头使用。
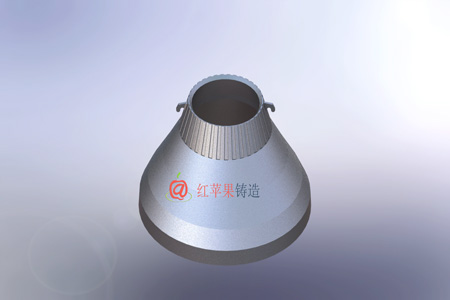
导读;鄂式破石机动鄂板结构形状和尺寸,主要取决于两个因素:其一是动鄂板受力;其二是动鄂板的制造工艺性和外观。
前者是保证动鄂板强度和刚度的最根本依据,在满足此要求的基础上,动鄂板重量越小越好,特别是其回转中心离重心越近越好。同时还要考虑工艺性以及外观等。
根据前面对动鄂板结构分折可知,在满足危险截面强度和刚度要求后,尽量使动鄂板各截面应力差值小。这样不仅能延长动鄂板使用寿命,又减轻动鄂板重量。
动鄂板结构设计与机构设计尺寸有关,由此可知:老产品的机构设计也不尽合理;新的鄂式破石机在机构设计时应该考虑到动鄂结构设计问题。
动鄂板结构型式按其横截面形状分有三种:“E”形截面、反“E”形截面和箱形截面。同样截面尺寸第二种比第一种型式强度增加。在实际设计中,视具体情况选定。
一般情况下,中小型破碎机动鄂板采用第一和第二种型式而大型破碎机动鄂采用箱形结构。动鄂板一般都是采用ZG35材料铸成,因为它的结构比较复杂。国外也有采用焊接结构动鄂板而国内几乎没有。
调整装置是破碎机排矿口大小的调整机构。随着破碎机鄂板的磨损,排矿口逐渐增大,破碎产品粒度不断增大,为保证产品粒度的要求,必须利用调整装置定期调整排矿口尺寸。一般通过增减调整垫片进行调整。

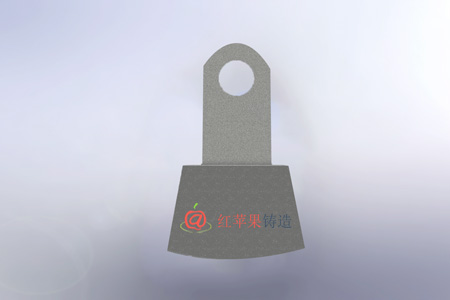
价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。