技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

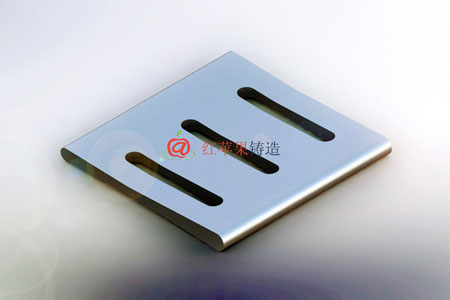
导读:在反击式破碎机的破碎进程中,作为关键易损部件的板锤易呈现磨损严重的现象,从而降低板锤的使用寿命及破碎机的任务效率。下文对板锤磨损严重的成因及处置措施作详细剖析和介绍。
故障原因:
板锤磨损是反击式破碎机的主要失效形式,一般板锤的使用寿命短,消耗量大,需要储藏少量的备件才能维持正常生产,生产本钱高。造成板锤使用寿命短的原因一般有两个:
一是板锤材料选择不当。板锤材料常采用高锰钢,高锰钢的特点是韧性好、强度高、工艺性好,有一定的硬度,在较大的冲击或接触应力作用下,高锰钢表面层将迅速发生猛烈的加工硬化,大大提高表面硬度和耐磨性能。但实际使用中往往冲击力或接触应力不够,不能使表面迅速发生加工硬化,耐磨性不能充沛发扬出来。
二是板锤构造选择不当。板锤构造形式很多,任务面有宽厚的和窄薄的两种,宽厚的有效磨损量大;有单头任务和双头任务的,有单面任务和双面任务的,单头只有一个磨损面,双头有两个磨损面,而双头双面的有四个磨损面。在材料相同的条件下有效磨损量大、磨损面多的板锤自然使用寿命长。
处置措施:
提高板锤使用寿命,可从理信选择板锤的材料和优化板锤的构造两个方面动手。为了提高板锤使用寿命,板锤应选择一些耐磨性能较好的材料,如高铬铸铁和低碳合金钢。高铬铸铁是一种具有优良抗磨性能的材料,耐磨性能比高锰钢强,缺陷是韧性较低。在冲击大的场所易发作脆性断裂,为了提高板锤强度和降低本钱,可在高锰钢板锤堆焊一层高铬铸铁来到达耐磨目的。低碳合金钢主要为含铬、钼等多种元素的合金构造钢,硬度高、韧性好,在同等工况条件下,其使用寿命至少比高锰钢锤头提高1倍以上,但调质热处置工艺是关键。在板锤的构造选型方面,在工艺条件允许的条件下,选择宽厚任务面、双头双面任务的板锤的构造,它能大大提高板锤使用寿命。
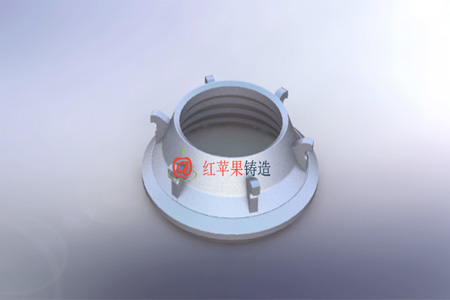
导读:板锤在反击破上的工作原理是,利用离心力作用让物料与板锤相互碰撞,然后将物料打碎后制的成品,这样的工作方式需要破碎机高速转动而板锤又要在破碎机上安装的很紧,稍有松懈就会造成很大的危险,所以固定板锤在破碎机上的环节非常重要。每个厂家的生产的破碎机都大致一样,但是在固定板锤这一项都各有千秋,那么通过什么办法能将板锤固定牢固呢?
今天红苹果铸造为大家讲述,板锤的固定牢固的有效办法:反击式破碎机板锤安装锁紧装置,包括转子主板、托板、板锤、内六角圆柱头螺钉、螺母、楔块、定位块,托板和转子主板焊接在一起,板锤放在托板槽里,楔块装在板锤和转子主板之间,内六角圆柱头螺钉装在楔块的螺纹孔里,顶在主板的槽底部,并抽紧楔块,螺母在楔块底部锁紧在内六角圆柱头螺钉上,定位块焊接在转子主板的两侧并夹住楔块。采用楔块锁紧、内六角圆柱头螺钉顶抽并用螺母防松,并且采用定位块焊接的方式防止楔块窜动的安装方式,反击破转子在高速运转时,在离心力的作用下,楔块越楔越紧,板锤也越夹越紧,这样使板锤安装方便快捷,并且使用安全可靠。
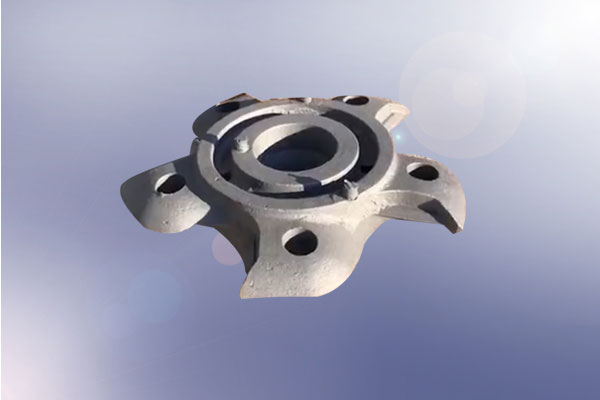
导读:双金属复合锤头,由上、下两部分组成。采用高锰钢、中锰钢或普通钢铁材料作为双金属复合锤头的上部。或采用合铸方法把锤头上、下两部分浇铸成整体。本实用新型的优点是:提高了锤头的耐磨性和使用寿命
高耐磨合金复合锤头,使用寿命可达到锰钢、道轨等原产品使用寿命的3-5倍,粉碎效率提高30%以上,高耐磨合金复合锤头其主要特征是在工作部位浇铸超高耐磨合金,从而大大提高了锤头的耐磨性。耐磨合金锤头基体采用优质高锰钢,经科学合理的热处理后得到单一的奥氏体组织,当耐磨锤头受到剧烈冲击和摩擦时产生显著的加工硬化有利于耐磨性的提高而中心部仍保持低硬度和良好的韧性。从而大大提高锤头的使用寿命和工作效率。
高锰钢锤头里主要材质是高锰钢(Mn13,Mn13Cr2和Mn18Cr2),随着耐磨材料的不断发展,高锰钢的高韧性特点是其他耐磨材料无法比拟的。高锰钢(Mn13)锤头主要特点是在较大的冲击或接触应力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其它材料高5—7倍,韧性好,工艺性好,价格低,耐磨性得到较大的提高。但是高锰钢破碎机锤头对 破碎机整体性能要求较高,如果在实际工作中物理冲击力不够或接触应力小,则不能使表面迅速产生加工硬化,从而发挥不出其应有的耐磨性。所以望广大客户使用前应根据 设备实际参数选用,必要时可以对设备改造,使其发挥最大经济效益。

价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。