技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

导读:
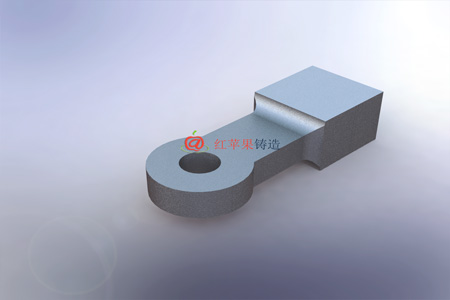
1、高锰钢锤头
高锰钢的特性是韧性好、工艺性能好、价格低,其主要特点是在较大的冲击或接触应力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其他材料高5~7 倍,耐磨性能得到了较大的提高,但如果使用过程中冲击力不够大或者接触应力偏小,则不能使表面迅速产生加工硬化,高锰钢的耐磨特性就不能充分发挥。
高锰钢锤头基体组织是奥氏体,具有较好的韧性,此锤头耐磨性好,抗击打性稍弱,比较适用于物料粒度大的初破,价格稍便宜。常用的材料有ZGMn13,这种材料在破碎机械中应用最广,其特点是经冷作硬化后锤头寿命会显著提高,这种奥氏体组织只有在受强烈冲击、挤压造成奥氏体间马氏体的相变及加工硬化的条件下,才具有较高的耐磨性。
2、高铬合金锤头
高铬合金锤头耐磨性稍差,但是抗击打性好,比较适用于二次破碎,但价格稍贵。
3、高耐磨双合金锤头
高耐磨双合金锤头使用寿命可达高锰钢使用寿命的5倍以上,铸造工艺为离心式压力铸造,避免了镶嵌式易脱落不耐磨的特点,粉碎率可提高30%,大大增加了使用寿命。
导读:部件原因
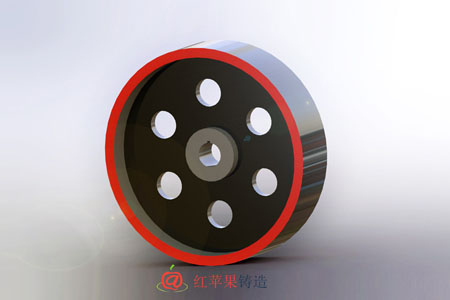
1、部件故障。若颚式破碎机飞轮在生产中出现磨损,或定张紧套松动,都会引起飞轮配重块位置偏移,或轴承间隙不当以及电机传动不当等原因,都会引起颚式破碎机振动过大。
2、部件脱落。颚式破碎机在长期工作后,与物料间不断的摩擦冲击可能会使设备内的某些零件脱落,如起固定作用的螺栓,或是磨损严重的部件,这些脱落的零件滞留在颚式破碎机内,与机器内壁不断碰撞从而引起振动。
3、部件松动。地脚螺栓螺母是在冷态时拧紧的,开机一段时间后,由于熟料温度很高,地脚螺栓螺杆热胀伸长使螺母松动,将直接导致机器基座无法与地面牢固结合而引起机器振动过大。
物料原因
1、物料含水过多。如果待破碎物料含水量过大,将会导致物料在破碎腔内由于水分过多而粘连,堵塞在破碎腔内,导致颚式破碎机振动过大。
2、物料过硬。如果进料粒度过硬或者是有不可被破碎的物料进入机器内,也将会导致破碎腔内物料的拥堵,从而引起设备振动异常。
结构设计不当
1、无减振结构。颚式破碎机设计中没有减振结构,或安装时没有垫减振木板,那么当颚式破碎机破碎较大较硬的物料时,设备的振动就会较大。
2、部件连接不当。颚式破碎机的进料管、出料管间的连接最好采用软联接,不宜采用硬联接,否则也将会引起设备振动过大。
导读:球磨机是物料被破碎之后,再进行粉碎的关键设备。它广泛应用于水泥,硅酸盐制品,新型建筑材料、化肥、有色金属选矿以及玻璃陶瓷等生产行业,对各种矿石和其它可磨性物料进行干式或湿式粉磨,其中铜球起了重要作用。
球磨机钢球直径有大有小。当钢球填充量一定时,直径小则个数多,球落下的打击次数多,研磨面积大,但每个球的打击力小;直径大则个数少,球落下的打击次数少,研磨面积小,但每个球的打击力大。所以,需要合理配球,磨粗粒需要用大球,磨球。物料中有粗细不等的各个粒级,配球时,各种球的质量比例应适合于它磨细的那一粒级物料量的比例相当。
球磨机钢球直径(D )大小可粗略的由给矿粒度直径(d )计算: D=25.4(d) 0.5当筒体按规定的转速绕水平轴线回转时,筒体内的磨矿介质和矿石在离心力和摩擦力的作用下,被筒体衬板提升到一定的高度,然后脱离筒壁自由泻落或抛落,使矿石受到冲击和磨剥作用而粉碎。 矿石从筒体一端的空心轴颈不断地给入,而磨碎以后的产品经筒体另一端的空心轴颈不断地排出,筒体内矿石的移动是利用不断给入矿石的压力来实现的0湿磨时,矿石被水流带走。
导读:
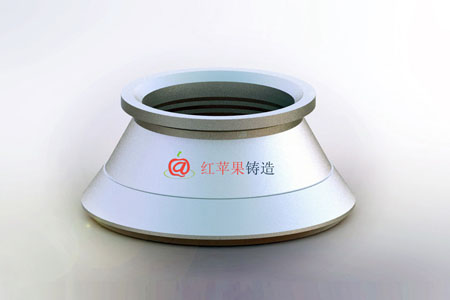
1、圆锥破碎机应用:
圆锥破碎机广泛应用在冶金工业、建材工业、筑路工业、化学工业与硅酸工业中,适用于破碎中等和中等以上硬度的各种矿石和岩石,本机具有破碎力大、效率高、处理量高、动作成本低、调整方便、使用经济等特点。由于零件选材与结构设计合理,故使用寿命长,而破碎产品的粒度均匀,减少了循环负荷,在中、大规格破碎机中,采用了液压清腔系统,减少了停机时间。
2、圆锥破碎机特点:
在不可破异物通过破碎腔或因某种原因机器超载时,圆锥破碎机弹簧保险系统实现保险,圆锥破碎机排矿石增大。异物从圆锥破碎机破碎腔排出,如异物卡在排矿口使用清腔系统,使排矿继续增大,使异物排出圆锥破碎机破碎腔。圆锥破碎机在弹簧的作用下,排矿口自动复位,圆锥破碎机机器恢复正常工作。
3、破碎壁的更换:
(1)破碎壁是用圆锥头紧固在躯体上,未紧固前,不准圆锥破碎机工作,否则将使破碎壁损坏并破坏破碎壁与锌合金。
(2)新安装户更换破碎壁时,当圆锥破碎壁工作6-8小时,应检查破碎壁紧固情况,如果发生松动,应停车立即紧固。
4、轧臼壁的更换:
(1)轧臼壁是使用U型螺栓把在调整环上,二者之间注入锌合金,使紧固粘合。
(2)新安装或更换轧臼壁时,当圆锥破碎机工作6-8小时,应检查轧臼壁紧固情况,并要再次拧紧U型螺栓,防止轧臼壁松动,如果轧臼壁松动时,不准该机工作,否则将破坏轧臼壁与调整环间的锌合金,并损坏新的轧臼壁。

价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。