技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

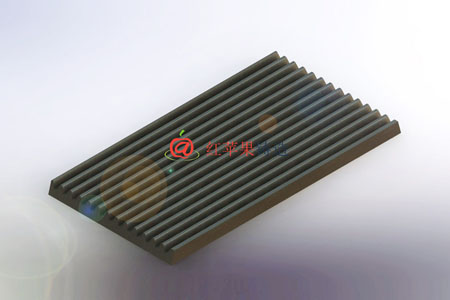
导读;当以粉碎为主时,要求衬板对研磨体的推举能力较强,同时衬板应具有良好的抗冲击性能,高锰钢衬板有足够的抗冲击韧性,但不耐磨且易变形,大多数已改用双介质淬火工艺中合金钢或铬钼合金衬板。
比较几种耐磨材料,以双介质淬火工艺中合金衬板性能最优,使用寿命最长。
红苹果铸造的中碳低合金衬板性价比高,在耐磨性、韧性等性能在使用过程中非常突出。
红苹果铸造要求衬板具有良好的耐磨性能。高耐磨、耐冲击双介质淬火中合金钢衬板经科学合理的合金元素配方,使该衬板具有良好的理化性能,硬度HRC45-55以上,冲击韧性值25J以上,使用寿命是高锰钢衬板的2倍以上。能够承受巨大的冲击力度。在工作中能长期保持衬板的表面形状,以保证磨机稳定提高5%以上的产量.
且具有高强度、高韧性的特点。
红苹果铸造厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户第一”的原则为广大客户提供优质的服务。欢迎惠顾!
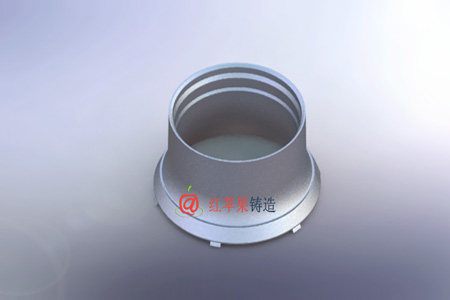
导读;颚式破碎机作为破碎生产线的常用设备,是最受大众欢迎的矿山设备之一,适用于多种矿石的粗、中、细碎。定期的保养可延长颚式破碎机的使用寿命,不仅节约了成本,更是创造了更大的经济效益。
冬季,是一个适合养生的季节,机器也一样。不要总让你的机器呼哧呼哧的干活,也让他们休息个把小时,享受一下“养生spa”。
颚式破碎机是每个矿石生产线上必有不可少的设备。但是,关于鄂式破碎机的保养方法却很少有人知道。
颚式破碎机在实际的工作延长颚式破碎机颚板的使用寿命,是使用鄂式破碎机的客户最关心的问题。
为保证颚式破碎机的正常工作,除正确操作外,必须进行计划性维修,其中包括日常维护检查,小修、中修和大修。
(1)小修主要内容包括检查并修复调整装置,调整排料口间隙,对磨损的衬板调头或更换。检查传动部分、润滑系统及时跟换润滑油等。小修的周期为1~3个月左右。
(2)中修除进行小修的工作外,还包括更换推力板、衬板、检查并修复轴瓦等。中修的周期一般为1~2年左右。
(3)大修除处进行中修的工作外,还包括和更换车削偏心轴和鄂心轴,浇铸连杆头上部的巴氏合金,更换或修复个磨损件。大修的周期一般为5年左右
保养
1.定期关颚破机,检查机器。任何石料破碎设备在开关机的时候,都应该注意定期关颚破机,检查机器内部的磨损情况,如中心入料管、锥帽、叶轮上、下流道衬板、圆周护板、耐磨块的磨损程度,及时更换磨损较严重的部件,对这些部件进行修补。同时注意更换部件的重量型号和尺寸等,一定要按原来部件参数更换。
2.颚破传动带定期检查。颚破传送带是石料生产线中不可缺少的,机器的带动都是传送带的功劳。定期调整传送带的松紧程度,保证传送带受力均匀。双电机驱动时,两侧三角胶带应进行分组选配,使其每组长度尽可能一致。如发现传动带磨损程度太厉害请及时更换。
3.机械部件的润滑。颚式破碎机采用车用润滑脂特级或3锂基脂,每工作400小时加入适量润滑脂;工作2000小时,打开主轴总成对轴承进行清洗;一般工作7200小时更换新轴承。
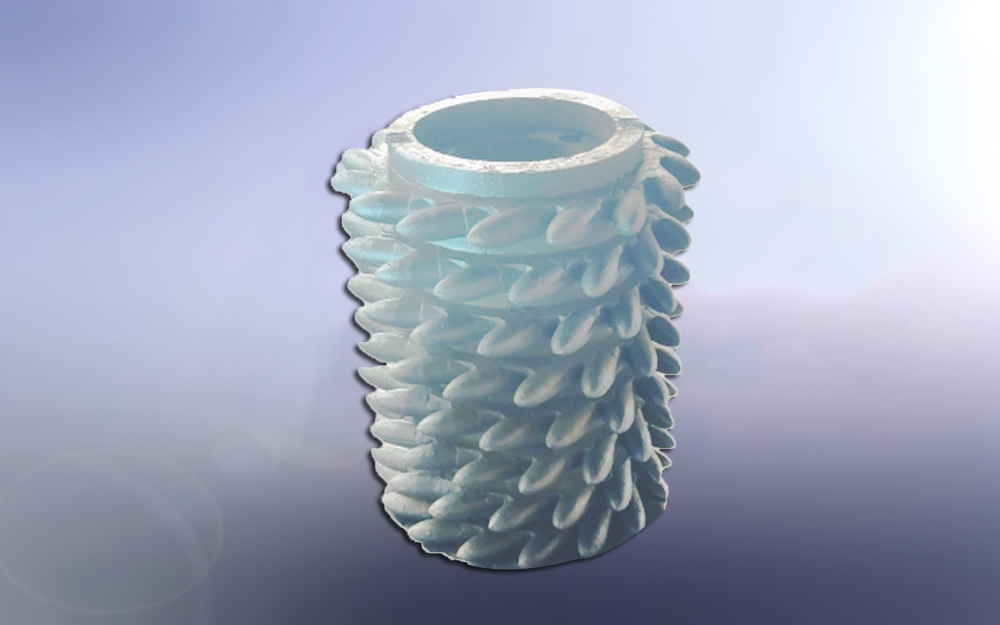
导读;锤头是破碎机中的重要作业部件,高质量的耐磨锤头是保证破碎机正常工作的基础,也是设备生产效率的重要保障。锤头的寿命取决于锤头的质量,也决定了破碎机的工作效率。
其实,锤头的寿命除了取决于锤头的质量,还与破碎的物料硬度有关。在选择破碎机锤头时,不仅要考虑锤头材质的耐磨性,还要考虑待破碎物料的性能特点。
矿山机械行业常见破碎机锤头材质主要有以下几种:高锰钢、中锰钢、高铬铸铁、低碳合金钢。这几种材质铸造的锤头各有特色,也各有优缺点。
1、高锰钢是锤头传统材质,是抗冲击磨损的典型耐磨钢,具有很好的韧性和很强的加工硬化倾向,在冲击条件下显示出优越的耐磨性。在较大的冲击或接触应力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其它材料高5—7倍,耐磨性得到较大的提高。但高锰钢的耐磨性只是在具备足以形成加工硬化的条件下才表现出其优越性,其他情况下如物理冲击力不够或接触应力小不能使表面迅速产生加工硬化,则耐磨性很差。
2、有一种材质在制造锤头方面可以说是受到很多矿山机械厂的欢迎,那就是既不增加锤头的价格、又能达到ZGMn13锤头使用效果的中锰钢。中锰钢锤头实际使用寿命比ZGMn13提高了50%以上,取得了良好的使用效果。而铸态中锰钢锤头在破碎钠长石时,其使用寿命比ZGMn13提高了60%以上。铸态中锰钢锤头最大的优点在于其有磁性,可以通过磁选除去矿石中的铁屑,保证陶瓷制品的烧结质量,而高锰钢则没有这个优点。
3、高铬铸铁是一种具有优良抗耐磨性能的耐磨材料,但韧性较低,易发生脆性断裂,为使高铬铸铁锤头安全运行,人们在此基础上开发了复合锤头,即将高铬铸镶铸在高锰钢或低合金钢锤头头部,或者锤头工作部分采用高铬铸铁,锤柄部分采用碳钢,将两者复合起来,使锤头头部具有高硬度,高耐磨性,而锤柄部具有高韧性,充分发挥两种材料的各自优点而克服单一材料的缺点,满足使用性能要求。据介绍,在水泥行业破碎水泥熟料,其使用寿命比高锰钢锤头提高2倍以上。
4、高铬铸铁主要为含铬、钼等种元素的合金结构钢,硬度高、韧性好,符合锤头具有较高的使用寿命。在同等工况条件下,其使用寿命至少比高锰钢锤头提高1倍以上。但其制造工艺复杂,工艺要求严格,且锤头的调质热处理很关键,调质热处理后不仅要求整体抗拉强度达850 MPa以上,而且要求有相当的塑性和韧性,同时严禁铁块进入破碎机,要求在喂料前端有二级吸铁装置,这也会在一定程度上成为很多用户好厂家是否选择该材质的一种重要考虑因素。

价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。