技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

导读:影响鄂板磨损的主要是耐磨材料的硬度和韧性。材料硬,物料挤压深度浅,材料变形小,物料对材料短程滑动的凿削量也小;材料韧性好,抵抗断裂能力强,可去除挤压撞击过程中脆性断裂,提高抗疲劳变形开裂能力。这两个因索有时是矛盾的,如何匹配是一个难度很大的课题。
针对鄂板磨损的问题,我们总结了以下方法:新装鄂板一定要固定紧,装好,和机器的表面接触平稳。可以在鄂板和机器的表面之间垫一层塑性较好的材料;每批进入破碎机的物料都要进行抽检,一旦发生物料的性质有较大的变化,就要及时的更改破碎机的参数,使之与进入的物料相配合;鄂板一定要选用硬度高,耐磨,抗击性强的材料。
正确的选择、合理的使用和维护鄂板,也是在延长颚式破碎机的使用寿命,提高颚式破碎机的工作效率,为用户减少成本资源。
鄂板是颚式破碎机的主要备件,分为动鄂板和静鄂板。根据颚式破碎机不同的型号,鄂板的尺寸型号也不一样。颚式破碎机工作时,动鄂和定鄂承受很大的物料冲击和摩擦,磨损比较快。容易增加颚式破碎机运行的磨损成本。材质是决定高猛钢鄂板耐磨程度的基本要素,加入铬元素的高猛钢能直接增加高猛钢的耐磨性,即Mn13Cr2。那么在破碎设备运行时,应该如何维护好动定鄂板新装颚板一定要固定紧,装好,和机器的表面接触平稳。每批进入破碎机的物料都要进行抽检,及时的更改破碎机的参数 。颚板一定要选用硬度高,耐磨,抗击性强的材料; 拥有矿山破碎生产线工艺的水泥企业,可以将矿山粗碎和水泥细碎的同型磨损颚板进行互换。
原材料的使用方面,废旧的高猛钢使用的比例不得超过50%,因为废旧的高猛钢会将有害的硫、磷元素带入到新铸的鄂板中,影响鄂板的使用寿命。已经磨损的颚板可以采用堆焊的方法进行维修。
总的来说,既然是易损件,那么就会有一定的使用周期。但只要好好维护保养,便可以延长鄂板的使用寿命,增加产量。
导读:高铬合金锤片的生产工艺是否有效? 是否严重危害粉碎机的工作效率和生产能力? 因此严格控制高铬合金锤的生产过程,可以使高铬合金锤的质量更加稳定。
高铬合金锤头大多采用高铬耐磨生铁,高铬铸铁循环性好,收缩性好,可延长高铬合金锤头的使用寿命。
高铬合金锤子的使用时间怎样才能更长? 高铬合金锤头的生产加工工艺也是决定其使用寿命的首要条件。 如果高铬合金锤头表面或内部制造存在缺陷,如缩孔、裂纹、晶体渗透等,不仅会降低高铬合金锤头的特性,甚至会造成高铬合金锤头的高 铬合金锤头破裂。
因此在生产高铬合金锤片时应制定有效的锻造工艺和热处理方法。 例如,高铬、高铬合金锤头应垂直铸造,合理使用外冷铁,严格控制铸造温度。 高铬合金锤头在锻造时具有优良的凝聚顺序和进给标准,从而获得高密度的内部机制,弱化强结晶状态。
高铬合金锤头的热处理方式决定了其物理性能的完善和渗碳体的普遍形态。 因为高铬合金锤头的成分中含有一定量的铬和其他铝合金元素,如何使用充分利用了这种铝合金元素产生硬斑渗碳体的作用,也是一种元素 在制定热处理方法时考虑。
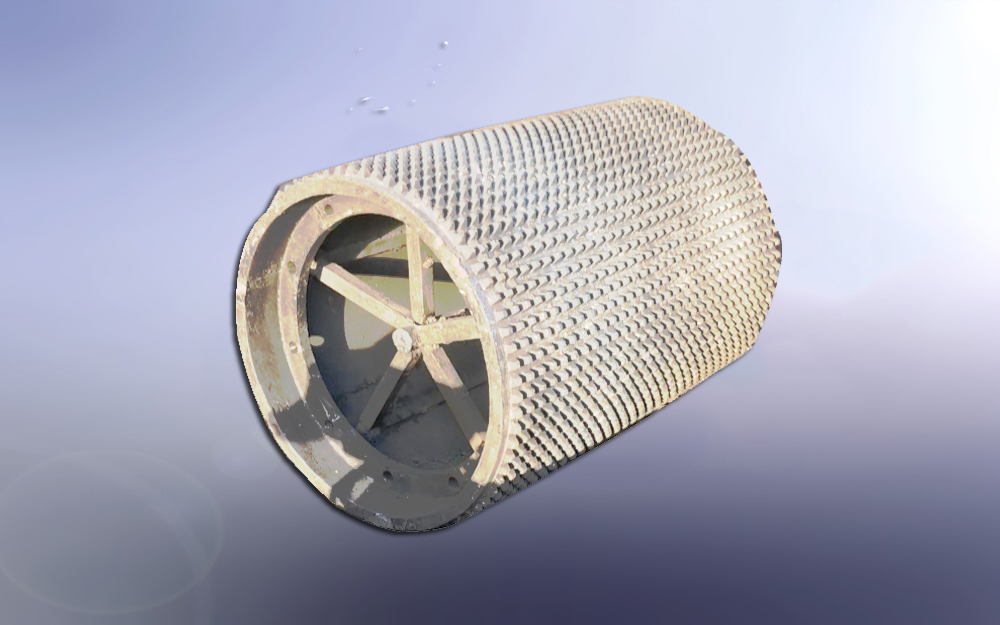
导读:高铬合金锤头采用优良的耐磨材料制成,已广泛用于带锤架的细碎机和反击式破碎机,但其制造工艺复杂,工艺要求较严格,价格较贵、更高。 但耐磨性是一般锤头的三倍。 虽然价格高,但耐磨性更强。
随着我们生活水平的提高和生产技术的提高,高铬合金锤头的生产和使用得到了大众的认可和接受。 具有高强度、高耐磨性,使用寿命可达到高锰钢、路轨等原产品的使用寿命5倍以上,破碎效率提高30多倍,应用广泛 焦炭、煤炭、煤矸石、冶金、玻璃、矿山矿石、水泥厂石灰石、熟料、砖厂叶岩等各种破碎行业。
高铬合金锤头的主要特点是在工作部位嵌入了耐磨合金,从而大大提高了锤头的耐磨性。 合金与锤头通过镶铸而成“高耐磨高铬合金锤头”,进行变质处理,处理大大细化晶粒,彻底去除铸造缺陷。 高铬合金锤头基体采用高盟钢制造。 经过科学合理的热处理,得到单一的奥氏体组织。 耐磨锤头在受到剧烈冲击和摩擦时,显着的加工硬化有利于耐磨性的提高,而中间部分仍保持较低的硬度和良好的韧性。 从而大大提高锤头的使用寿命和工作效率。
导读:合金锤头在重锤破碎机上的更换方法及应注意的问题!重锤破锤头的分类和更换,重锤破的锤头,是重锤破碎机的重要部件之一,锤头依次排列在机器内部转子的锤轴锤头 在破碎机高速运转时直接打击物料,终将破碎成用户所需要的合适的物料粒度。目前市场上所供应的重锤破锤头有两种,一种为铸造,一种为锻造,不过其耐磨程度不相同,为达到应有的耐磨性和强度,通常采用合金钢、高锰钢、铸钢等铸造或锻造,然后经过热处理成型。经研究测试表明,在用硬质合金锤头的重锤破更好。
重锤破更换锤头的方法:
1、先将重锤破内的物料清理干净,再将转子调整到合适的位置;
2、用相关设备除去锤头两侧磨损造成的凸起;
3、将拆下的锤头、销轴、固定套、螺栓放到不影响施工的地方;
4、将新合金锤头抬到破碎机口,防止其偏移;从篦床到转子安装一根管子,扶住锤头推到合适位置,注意锤头头部朝下;然后安装固定套和销轴、穿螺栓。
5、观察重锤破盘动转子体锤头与筛板的间隙,适当调整,安装好之后进行试机。如果使用劣质的锤头,进行繁琐的更换和维护,不仅不能降低成本,反而会影响正常的工作运转。
因此,在此提醒广大用户,在购买破碎设备相关机械设备时,不要只图便宜去选择劣质锤头,一次性搞好生产设备,收益要比图便宜强的太多。

价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。