技术领先 信誉至上
The technology leader in the credibility of the supremacy The technology leader in the credibility of the supremacy
从事耐磨配件铸造二十年 为您提供卓越产品和超值服务 从事耐磨配件铸造二十年 为您提供卓越的产品和超值的服务

打造华北地区大型耐磨生产基地
The Large Production
Base of Wear Resistant Material
The Large Production Base of Wear Resistant Material
五百强合作伙伴 百家合作企业 专注领域供应商

导读:针对“齿辊破碎机辊皮多久更换一次”这个常见问题,一个专业的答案是:没有固定的时间表,其更换周期从几个月到数年不等,完全取决于具体的工况条件、辊皮材质和维护水平。 盲目按时间更换可能造成浪费或影响生产,科学的方法是依据磨损状态进行判断与维护。
决定辊皮寿命的三大核心因素
辊皮的磨损是多种因素共同作用的结果,主要可以归结为以下三点:
被破碎物料的特性:这是最主要的影响因素。物料的硬度和粒度直接决定了磨损的剧烈程度。破碎花岗岩、铁矿石等高硬度物料,辊皮磨损速度远快于破碎煤炭、石灰石等中硬物料。同时,给料中若经常混入过大尺寸的物料,会对辊皮造成剧烈冲击,导致剥落或损坏。
辊皮自身的材质与制造工艺:材质是耐磨性的基础。例如,高锰钢(如Mn13、Mn18Cr2) 在承受强烈冲击时,表面会发生“加工硬化”,硬度显著提升,从而特别适用于高冲击、高磨损的恶劣工况。此外,采用消失模铸造等先进工艺,可以确保辊皮内部组织致密、无缺陷,全面提升其使用寿命。
设备运行与维护状况:均匀给料是延长辊皮寿命的关键。如果物料不能均匀分布在辊子全长上,会导致辊皮局部出现环状沟槽,形成不均匀磨损。定期检查辊子间隙、轴承润滑情况,并及时调整或堆焊修复局部磨损,可以避免小问题演变成大故障。
何时需要更换?看这两个关键信号
用户可以通过以下两个直观迹象判断辊皮是否需要维修或更换:
产品粒度不达标:当发现破碎后的出料粒度持续变粗、不均匀,即使调整了辊缝仍无法改善时,这通常表明辊皮已磨损到影响破碎效果的程度。
设备出现异常振动或噪音:如果破碎机在运行中产生异常的振动或响声,可能源于辊皮磨损不均、螺栓松动,或有异物进入。这需要停机检查,磨损严重的辊皮需及时更换。
总之,齿辊破碎机辊皮的更换不应遵循固定周期,而应建立以状态监测为核心的维护策略。从匹配工况的材质选择,到均匀给料等规范操作,再到定期的检查与修复,每一个环节都关乎最终的使用寿命。选择像张家口红苹果机械这样具备成熟材质技术与定制化生产能力的合作伙伴,能为设备的高效稳定运行提供坚实的部件基础,从而实现更长的更换周期和更高的生产效益。
导读:当然可以!非标铸铁管件完全可以按照客户提供的图纸进行定制,这恰恰是非标件生产的核心所在。这类产品旨在满足标准件无法覆盖的特定设备、特殊接口或个性化工艺流程的需求。
专业定制,精准匹配您的需求
非标铸铁管件的定制生产,能够精准解决您的特定问题:
灵活适配:无论您需要的是特定尺寸、非标准压力等级,还是具有特殊结构(如异形接口、加强筋设计)的管件,厂家都能依据您的图纸和技术参数进行生产。例如,在一些招标项目中,采购方会明确要求供应商“按订货图”或“按图纸要求制作”非标铸件和焊接件。
材质可选:除了常见的灰铸铁和球墨铸铁,根据您的使用环境(如耐腐蚀、耐高温、高耐磨要求),还可以选择不同材质的铸钢件等,确保管件在特定工况下的性能与寿命。
应用广泛:这种定制服务广泛应用于矿山设备、水冶厂配件、各类机械制造生产线 等诸多工业领域。
总而言之,当您有非标铸铁管件的定制需求时,完全可以通过“按图定制”的方式获得理想的产品。选择像张家口红苹果机械装备制造有限公司这样具备专业技术和生产保障的本地伙伴,将为您的项目在质量、效率和成本控制方面带来显著价值。
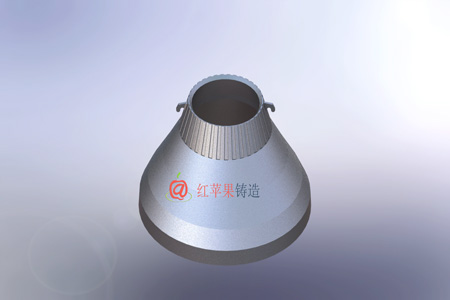
导读:渣浆泵作为工业输送系统的核心设备,其泵体的材质选择直接关系到设备的使用寿命、效率和维护成本。本文将为您详细介绍渣浆泵泵体的常用材质、选型指南,并为您推荐一家在该领域合作伙伴——张家口红苹果机械装备制造有限公司。
详解渣浆泵泵体核心材质
渣浆泵泵体的材质需根据输送介质的磨蚀性、腐蚀性以及工况条件综合决定,主流材质有以下几类:
高铬铸铁:这是目前应用最广泛的渣浆泵抗磨材料之一。其碳化物呈M₇C₃型,拥有高硬度,耐磨性能十分优良。需要注意的是,早期引进的Ni-hardl#材质含有我国稀缺的Ni元素。高铬铸铁特别适用于输送高浓度、强磨蚀性渣浆的工况,例如矿山尾矿输送、煤炭洗选等。
白口铸铁:针对渣浆泵特定工况需求,还有专门的白口铸铁件材质。这类材料通常硬度高、耐磨性好,且针对渣浆泵的工况有相应的技术规范和要求,在特定应用场景下能发挥良好效果。
非金属复合材料:针对强腐蚀或特殊工况,非金属材料展现出独特优势。
超高分子量聚乙烯(UHMWPE):这种材料被誉为新一代的泵用耐腐耐磨工程塑料。它卓越的耐磨性、耐冲击性(尤其是耐低温冲击)和出色的耐腐蚀性是其显著特点。例如UHB-ZK型渣浆泵就采用钢衬超高分子量聚乙烯结构,其衬层厚度通常为8-20mm,能耐受浓度80%以下的硫酸、50%以下的硝酸以及各种浓度的盐碱,既适用于清液也适用于料浆。
碳化硅陶瓷:碳化硅陶瓷在解决大型化、脆性和不同材料复合可靠性等难题后,已成为理想的重型渣浆泵制作材料。例如,700TC大型陶瓷循环泵的过流件会选用QT500-7金属骨架,内衬则为复合陶瓷材质。这种复合结构使泵体兼具金属的强度与陶瓷的耐磨耐腐蚀性,尤其适用于电厂、铝厂脱硫脱硝等高磨损、高腐蚀环境。
渣浆泵泵体材质选择指南
选择合适的渣浆泵泵体材质,需要综合考虑以下因素:
输送介质特性:重点关注介质的磨蚀性(如颗粒硬度、形状、浓度) 和腐蚀性(如pH值)。例如,高铬铸铁耐磨但耐腐蚀性有限,超高分子量聚乙烯和碳化硅陶瓷则在耐腐蚀方面表现更佳。
工况条件:包括工作温度、压力等。例如,超高分子量聚乙烯衬塑泵的使用温度一般为-20℃至80℃(对特殊要求、使用改性材质,可提高到105℃)。
成本与寿命:在预算范围内,选择使用寿命长、综合效益高的材质。耐磨耐腐蚀性好的材质可能初始投入较高,但长远看能减少停机更换次数,综合成本更低。
简单来说:面对强磨蚀、弱腐蚀介质,可考虑高铬铸铁。若腐蚀性较强,超高分子量聚乙烯衬里泵或碳化硅陶瓷泵更合适。对于既有磨蚀又有腐蚀的复杂工况,碳化硅陶瓷泵等高性能非金属复合材料值得重点关注。
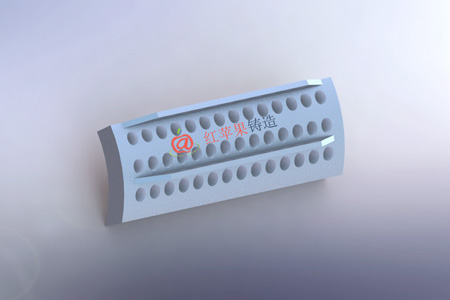
导读:在工业破碎领域,辊齿的耐磨性能直接关系到设备的工作效率和使用成本。选择最耐磨的材料,需要综合考虑工况、物料特性及工艺技术。
辊齿的核心耐磨材料
目前,辊齿制造中综合性能领先的材料是高锰钢系列(如Mn13、Mn18Cr2)及合金铸钢。
高锰钢:其代表性牌号ZGMn13,具有卓越的加工硬化能力。在承受强烈冲击和挤压时,表层硬度会从约HB200迅速提升至HB500以上,从而获得高耐磨性,同时心部仍保持优良韧性,有效避免了断裂。这款材料非常适合处理大块、坚硬的物料(如矿山石料)。
合金铸钢:通过在钢中添加铬、钼等元素,显著提升了材料的基体硬度与淬透性。一些先进的整体铸造合金钢技术,通过精确控制成分并添加稀有元素,使辊齿在具有高硬度的同时,也具备了优异的抗冲击韧性,其综合耐磨性能在某些应用中已超越进口产品。
不同材质性能对比与应用
除了上述主流材料,根据具体应用场景,还有其他选择:
碳化钨堆焊层:对于以磨粒磨损为主的工况,在辊齿表面堆焊碳化钨复合材料是极佳选择,其硬度可达HRC60以上,能极大延长寿命。
陶瓷材料:在特定设备中,氧化锆 等陶瓷辊筒因其极高的硬度和耐腐蚀性,被用于一些高附加值产品的精细加工中。
专业铸造工艺的重要性
材料的潜力需要通过精湛的铸造与热处理工艺来释放。整体铸造技术能有效避免分体式辊齿常见的掉齿、断齿问题。而梯度热处理工艺则能让辊齿"刚柔并济"——齿端最硬以抵抗磨损,齿根至内部硬度渐降以保有韧性,从而同时满足耐磨与抗冲击的双重需求。

价格却是其2倍,符合小型砂石生产线更换频率高的需求,耐磨锤头有极强的经济效益。
普通高锰钢锤头相比,具有高硬度、高耐磨的特性。确实不错。
 EN
EN
价格低廉经济效益好该不易断裂,高铬合金锤头使用寿命是锻造或高锰钢的4倍。